Produktion
Viele Schritte bis zum fertigen Produkt
Masseaufbereitung

Die Rohstoffe, für Porzellan oder Ceracron werden nach Masseversatz (Rezept) abgewogen, in Wasser gelöst und gesiebt. Danach wird die Masse in Filterpressen entwässert. Dabei entstehen Filterkuchen aus plastischer Masse. In Vakuumstrangpressen werden die Filterkuchen geknetet, entlüftet und zu Strängen verschiedener Dicken gepresst, je nachdem was für Artikel gefertigt werden sollen.
Modelleur / 3D-Drucker

Am Anfang jeden Produkts steht der Entwurf. Diese lassen wir meist von Designer/innen anfertigen. Geht das Produkt dann in die Produktion, fertigt normalerweise ein Modelleur zunächst ein Kernmodell aus Gips. Es muss um so viel größer sein, wie der Artikel während des Herstellungsprozesses schwindet (schrumpft). Dies macht bei Porzellan ca. 14% und bei Ceracron ca. 6% aus. Von diesem Kernmodell wird eine Hauptform gefertigt. Aus deren Einzelteilen werden wiederum die Einrichtungen gefertigt. Eine Einrichtung ist die Urform, in der alle Produktionsformen des jeweiligen Artikels hergestellt werden.
Seit 2014 fällt bei uns die Arbeit des Modelleurs weg. Ein 3D-Drucker hat die Aufgabe übernommen und der Modelleur durfte in den wohlverdienten Ruhestand gehen. Der 3D-Drucker druckt direkt die Einrichtungen aus Kunststoff.
Formengießerei

In den Einrichtungen werden die Produktionsformen aus Gips hergestellt. Hierzu wird flüssiger mit Wasser angerührter Formengips in die mit Trennmittel eingepinselte Form gegossen und gleichmäßig verteilt. Ist er abgebunden, kann die Form herausgenommen werden und in den Trockner gebracht werden. Gipsformen haben nur eine begrenzte Lebensdauer, sie müssen daher regelmäßig nachproduziert werden. Da Gips die nützliche Eigenschaft hat Wasser aufzusaugen, wird er in der keramischen Produktion gerne verwendet.
Produktionsverfahren
In unserer Fabrik kommen drei verschiedene Produktionsverfahren parallel zum Einsatz:

1. Aus plastischer Masse werden rotationssymmetrische Artikel im Ein- oder Überdrehverfahren gefertigt. Beim Eindrehen drückt ein rotierendes Metallwerkzeug den Massekloß an eine Gipsform. Die überschüssige Masse wird dabei oben abgeschnitten. Leicht vorgetrocknet rotiert das Gefäß an einem Schwamm entlang, wodurch der dünne Trinkrand entsteht. Anschließend werden gegossene Henkel angarniert (an das Geschirrteil angebracht).
2. Fertig geliefertes Pressgranulat wird zwischen Presswerkzeugen z.B. zu Tellern gepresst. Danach müssen sie noch am Rand besäumt und rundgeputzt werden.

3. Beim Gießen werden die Gipsformen vollständig mit Gießmasse gefüllt. Für Gießmasse werden Massereste aus der Produktion und Filterkuchen wieder gelöst und mit Elektrolyten (Verflüssiger) versehen, damit die Masse bei niedrigem Wasseranteil flüssig wird. Zwischen den Gipsformen entsteht durch den Wasserentzug dann der Rohling. Damit wird das ungebrannte Geschirrteil bezeichnet. Nach dem ersten Brand wird dieser als Scherben bezeichnet.

Es werden mehrere Gießverfahren in unserer Produktion angewendet. Der Hohlguss wird für asymmetrische Artikel, wie Kannen, Milchkännchen, Filter, etc. verwendet. Beim Hohlguss wird, sobald sich die gewünschte Scherbenstärke gebildet hat, die überschüssige Masse wieder ausgegossen.
Kerngussartikel z.B. ovale Platten werden auch in Gipsformen gegossen oder im Druckguss mit Kunststoffformen hergestellt. Beim Kernguss wird der gesamte Hohlraum zwischen den Formteilen zum Scherben. Ist die Masse lederhart (d.h. fest aber noch feucht) geworden, wird der Rohling besäumt. Der noch lederharte Rohling wird zum Trocknen vorsichtig aus der meist 4-teiligen Form genommen.
Trocknen

Das Trocknen geschieht gleichmäßig, meist in Trockenkammern, damit das Gefäß sich nicht verzieht, Risse bekommt oder angesetzte Teile abfallen. Für den Brand muss alles trocken sein, da sonst das sich ausdehnende Wasser das Gefäß zerstören würde.
Putzen

Gießartikel müssen im trockenen Rohzustand von Gießnähten befreit werden. Vorsichtig werden diese abgekratzt, ohne die eigentliche Form zu verletzen. Anschließend werden die Nahtstellen mit unterschiedlichen Schwämmen und Wasser glatt geputzt. Auch die Gießnähte jedes einzelnen Tassenhenkels müssen entfernt werden, ohne den noch lederharten Henkel zu verformen. Später wird dieser halbmaschinell oder auch frei Hand angarniert. Dafür wird er an der Ansatzstelle mit Schlicker (sehr breiige Porzellanmasse) versehen und an den Tassenkörper gedrückt.
Glühbrand

Um einen festeren, wasserfesten aber noch saugfähigen Scherben zu erhalten, werden die Artikel bei 860°C oder 950°C im Glühofen vorgebrannt. Jeder Artikel muss dafür vorsichtig von Hand in den Ofen gesetzt werden. Da für Steingut und Porzellan die Glühtemperatur identisch ist, kann beides in einem Brand geglüht werden. Nach dem Glühen wird die Ware je nach Bedarf im Glühwarenlager eingelagert oder zum Glasieren gebracht.
Glasieren

Vor dem Glasieren wird die Ware entstaubt und gestempelt. Der Stempel zeigt die Markenzugehörigkeit und das Herstellungsjahr des Artikels. Nach dem Glasieren und Brennen ist der Stempel durch die transparente Glasur sichtbar. Glasur kommt von Glas und ist mehr oder weniger ein Überzug aus Glas, der die raue Scherbenoberfläche glatt und glänzend werden lässt.

Bei Ceracronteilen wird zuerst glasiert (farbige Glasuren) und erst nach dem Brennen gestempelt. Das in Wasser gelöste Glasurpulver wird von Hand durch Tauchen aufgetragen. Einige Teile können auch maschinell glasiert werden. Wichtig ist, dass die Standflächen sorgfältig abgewischt werden. Dies geschieht auf einem Schwammband. Der Artikel würde sonst beim Brand mit der Brennplatte verschmelzen.
Glattbrand

Vorsichtig wird die Ware zwischen die Brennplatten gesetzt. Hierbei dürfen sich die glasierten Flächen nicht berühren. Bei rund 1400°C wird die Ware im Glattbrandofen gebrannt. Ein Brand dauert 10einhalb Stunden. Dabei wird der Scherben weiß, hart und wasserdicht. Die abgekühlte Ware wird aus dem Ofen gehoben, auf einem Trägergestell abgesetzt und abgepackt, damit die Brennplatten für den nächsten Brand vorbereitet werden können. Die Standflächen aller Artikel und die Mundränder der Obertassen werden anschließend glatt geschliffen.
Dekorieren

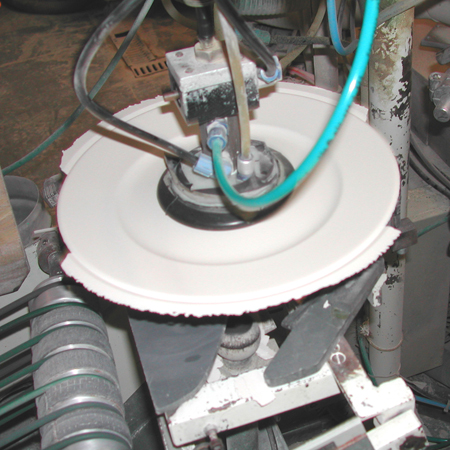
In der Dekorabteilung wird auf glattgebrannter Ware der blaue Rand frei Hand mit einem Pinsel aufgetragen. Lediglich bei Tellern geschieht dies maschinell. Unsere farbigen Kannen und Filter werden mit Farbe gespritzt, ebenfalls von Hand.
Farbige Dekordrucke werden eingeweicht und von Hand passgenau und blasenfrei auf den Artikel gerakelt. Sie bestehen aus keramischen Farben. Im Dekorbrand bei 1220°C oder 1170°C sinken die Farbpartikel in die Glasur ein und sind anschließend kratzfest.
Sortieren

Während des komplexen Herstellungsprozesses ergeben sich natürlich auch immer wieder kleinere Fehler. Vor der Einsortierung im Versandlager wird jeder Artikel eingehend überprüft. Die Ware in 1., 2., 3. Wahl und Bruch sortiert. Schönheitsfehler wie Verunreinigungen aus Eisen oder nicht wieder zu geschmolzene Entgasungskrater (Nadelstiche) sind die häufigsten Fehler. Für den Versand wird alles etikettiert und verpackt.